


Hardware components | ||||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
Software apps and online services | ||||||
| ||||||
| ||||||
| ||||||
| ||||||
Hand tools and fabrication machines | ||||||
| ||||||
This project is a continuation of efforts to construct low-cost thermal microreactors based on fan-forced convection of heated air - following (i) a comparison of heatsinks for use as heat exchangers at: https://www.hackster.io/jim-haseloff/heatsinks-for-microreactor-temperature-control-65ecfa, and (ii) construction of a programmable rig for building new control systems. Heatsink testing showed that the StarTech 60x60x10mm copper heatsink (FAN3701U) was a relatively inexpensive (£13) and efficient device for air heating, attached to 12V PTC heater. This project is an attempt to test and improve the design of 3D printed reactor vessels - incorporating heater and fan, strip-tube holder and recirculating air path. This would correspond to ~£20/$25 retail cost of parts, plus 3D printed housing for a reaction vessel capable of running molecular diagnostics and other reactions up to 60ºC +. (see an overview at: https://www.biomaker.org/covid19
The main aims of this project were to:
1. Design reactor vessels that are modular and slot together, with minimal air gaps. The reactor systems were designed with three potentially interchangeable sections (i) heater vessel, (ii) holder for the reaction tubes, and (iii) lid, as part of a combined system for air heating and recirculation. A modular design allows the mixing and matching of different subsystems.
2. 3D printing allows flexible design of prototypes, to tackle optimisation of airflow through the vessel, for minimal volume and heat loss, and rapid heat exchange.
3. The use of printed thermoplastics has inherent limitations, and problems with heat-softening and thermal loss. One aim is to look at internal coatings and different plastics that might minimise these issues.
4. The heater device can be tested with different PTC heaters, to improve the rate of heating, at the cost of increased 12V current requirements - the existing test system has capacity for expansion. This will also be a precursor to testing thermoelectric heater-cooler elements.
5. The StarTech heatsink has a simple (M3 thread) mounting for a standard 60x60x10mm fan. This allows easy testing of different fans, and reversal of the airflow - for example to drag air through the heatsink fins, and blow the heated air directly onto the samples, rather than vice versa.
1. Modular constructionThe choice of the StarTech heatsink-fan for heat exchange mechanism dictates on part of the air flow in recirculating system. An unmodified heatsink will blow air in a downwards direction across the copper fins of the heatsink - and the exhaust is directed laterally away from the heat sink in two directions. One can take advantage of this, and construct a pathway for recirculation of warmed air to the top of the vessel, and then downwards, past the reaction containers, back to the heatsink fan again. These elements are compatible with a modular construction principle - where the heating unit, housing for air recirculation and reaction tube holder/detectors could be separate, physically interchangeable subsystems.
Modular construction would provide a number of major benefits - where individual elements could be separately tested or improved, and then plugged back together. This would be useful for development work, where the Heating Unit might be separately upgraded to include a thermoelectric cooler, or where the Reaction Unit might be modified to include real-time measurement of absorbance, fluorescence, luminescence, etc. The use of an open, modular construction principle would facilitate collaborative development, and allow the co-development of cheaper, basic devices - alongside more sophisticated instruments.
It was too early to commit to a particular physical standard for size or shape of a 3D printed set of modules - however, it was a good time to explore general construction principles that might underpin modular construction. In particular, the modules could be designed to stack on top of each other, and I incorporated inner and outer notches to accommodate stacked modules. For example, the Heating Unit and Lid of the Mk I prototype have thick walls (12mm), and notched "tongue and groove joint" interfaces were built to allow the modules to stack securely. Here, the lower joint consisted of three 4mm-wide profiles, with the middle "tongue" extending 5mm. The upper joint consisted again of three profiles, 3.5mm, 5mm and 3.5mm in width, where the two outer profiles extended 5mm above the joint. The dimensions could be adjusted, depending on the accuracy of the 3D printer and plastic filament used. In addition, the design could be altered in the future to instead incorporate an O-ring, to improve airtight sealing between the modules. (see for example: https://studiofathom.com/blog/pyra and https://www.instructables.com/id/Shape-of-things-to-come/
This set of prototypes was based on the use of the StarTech 60x60x10mm copper heatsink (FAN3701U) - which had proved an efficient device for air heating, when attached to 12V PTC heater, and relatively inexpensive (currently available for £13 on Amazon UK, and £10 on Ebay). The testing if this ann alternative heatsinks can be found at: https://www.hackster.io/jim-haseloff/heatsinks-for-microreactor-temperature-control-65ecfa
The StarTech heatsink-fan appears to be based on a design from Evercool - perhaps a rebadged version of the CU3A-610 low profile CPU cooler (http://www.evercool.com.tw/products/cu3a-610/). The lower side of the StarTech cooler fan bears an Evercool identity sticker. These are available new for as low as £10. Be aware that there seem to be two versions of the StarTech FAN3701U heatsink - the finned version (shown above) with 2-way airflow across the copper heatsink, and another version with a maze-like surface and 4-way airflow. I have been taking advantage of the version with 2-way airflow to simplify the design of a system for recirculating air in the vessel. All comments/designs shown below apply to this 2-way version of the StarTech FAN3701U.
A 3d printed housing was designed for the Mk I prototype. The vessel was printed in two halves. The heatsink-fan assembly was suspended in the base of the vessel. A carrier module for an 8-microtube rack (8x 200µL Tubestrip) was printed, designed to slot into the vessel above the fan and heatsink. A lid fit over the top of these to insulate the vessel (12mm thick walls), and to confine airflow within the vessel. Heated air was exhausted from the fan-blown copper heatsink and was directed upwards, where it could then recirculate downwards, past the sample tubes, and back to the fan.
The Mk I design was printed in PLA plastic in an Ultimaker S3 printer, and hooked up to the custom test rig described at: https://www.hackster.io/jim-haseloff/heatsinks-for-microreactor-temperature-control-65ecfa
The incubator was run to 60ºC, and maintained at the set point. The control software is set to simply switch the heater on and off as the temperature rose and fell beyond the setpoint - this creates hysteresis, which gives an indication of the heating capacity and cooling rate of the vessel. The plastic vessel takes over 16 minutes to reach 60ºC from room temperature, and oscillates with a heater duty cycle of 50 secs on, 75 secs off, and the heater shifts between ~81-63ºC. The same heater reached the 60ºC setpoint in 7 min 13 sec using a vacuum insulated vessel (https://www.hackster.io/jim-haseloff/heatsinks-for-microreactor-temperature-control-65ecfa#toc-9--startech-60x10mm-cpu-fan-with-copper-heatsink---13-9).
The slower heating of the vessel is likely related to its size (volume of the recirculating air mass and mass of surounding vessel that absorbs heat) and heat loss through the plastic walls. See infrared images below. The outside temperature of the vessel can reach over 40ºC.
I then set about redesigning the vessel (i) to retain the modular aspect of the first design, and (ii) to reduce and steamline the pathways for recirculating airflow through the vessel.
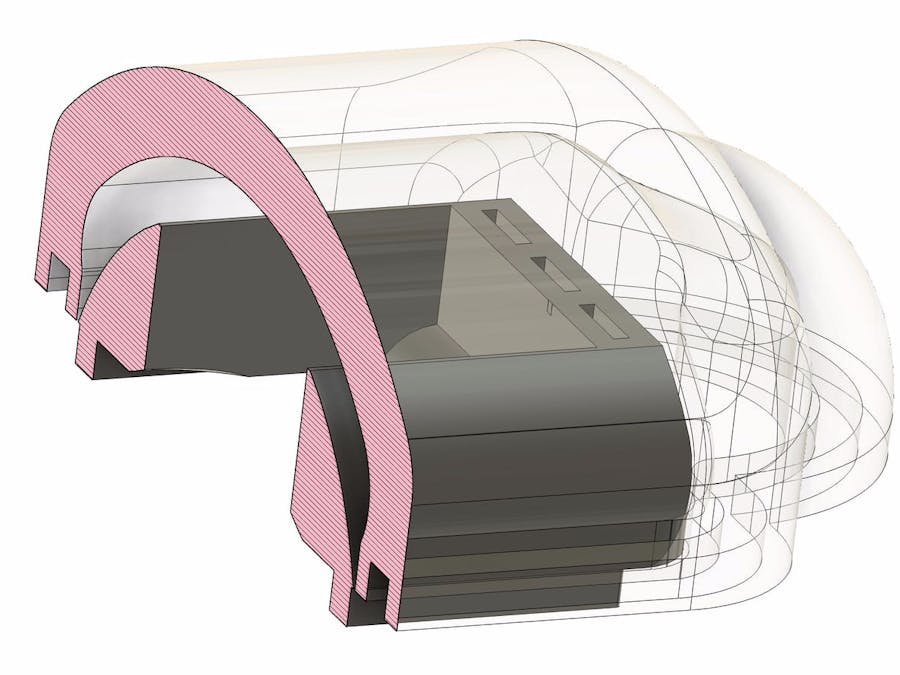
4. Mk II prototypeA modified version of the reactor was designed in Autodesk Fusion 360, taking advantage of the free academic license. The central core of the design, the heatsink support, and use of 12mm thick walls and tongue and groove joints were kept. 1. The position of the heater support was lowered to remove space below the heating element. 2. the reaction tube strip holder was reduced in height and given an arc contour. 3. The head space under the lid was reduced, and given a corresponding contour. 4. Channels for air flow were added to the sides of the main chamber, running from a dual channel tube to a single tube at the top of the vessel, and maintained across the base and connecting lid. 5. The reaction tube holder also provided a manifold for intake to the 60mm fan. The fan blades span 55mm, and the intake manifold was changed from 45mm to 50mm. (A future experiment will be to reverse the direction of the fan).
A crossection of the design is shown below, to give a clearer indication of the pathways for recirculating airflow. Air is fan-forced downwards through the copper heatsink in the centre of the diagram - and expelled laterally to the channels position to the left and right. The heated air can flow upwards and over the reaction tube holder, over the tube strip, and through the manifold, back into the heater device.
The heatsink assembly, 12V 120ºC PTC heater and DS18B20 sensors were installed in the plastic housing, and connected to the programmable test-rig (https://www.hackster.io/jim-haseloff/programmable-test-rig-d7df62).
The prototype was powered up, and run to reach a 60ºC set point. The parameter displays from two separate runs (on different days ) are shown below. It took 11-13 min to heat to 60ºC - faster than the 16 min seen for the Mk I prototype, with its larger size and air volume. The Mk II prototype show roughly similar hysteresis, with about 45 sec on, 75 sec off, and heating element temperatures that oscillated between 81º and 63º.
IR images of the heated vessel showed that most of the external heating occurred at the lid, upper portions of the side air channels and cable port (sealed with crumpled foil in these preliminary trials).
The performance of the Mk II prototype is encouraging. The vessel consists of about £15 of readily accessible hardware (heatsink-fan and sensors), plastic filament and an arduino controller, and provides a suitable conditions for LAMP assays and routine molecular biology reactions that can run from 30ºC to 60ºC.
In addition there are some indications of areas for improvement that might improve performance. In particular, there is a lot of heat loss through the plastic walls of the vessels - especially compared to the use of vacuum-insulated walls (https://www.hackster.io/jim-haseloff/radial-airflow-incubator-2ce5e0). However, in the latter case, the microreactor design is constrained by the need to build around the shape, size and air path through the insulated metal jacket, and the inside of the jacket provides a large sink for heat exchange. Better thermal insulation would be helpful...
5. Surface coatings for thermal insulationA number of surface coatings are available, that could improve thermal insulation of 3D printed parts, and I set out to test two of these. First, metallic finish paints can be used to improve the reflectivity of surfaces, and I chose a spray-on chrome radiator paint to test. In addition, there are thermal insulating paints and additives that claim to deposit a layer of insulation on painted surfaces - and advertised for room insulation (It should be noted that the efficacy claimed for these products is contraversial and debated). I purchased a batch of Thermalmix insulating paint additive, to be mixed with a water-based white gloss radiator paint. Radiator paints are intended to cope with higher temperatures.
The thermal insulating paint additive (https://thermilate.com/pages/thermalmix) consists of very small glass-like balls that are added 1:5 to a paint and mixed well before application to a surface. The particles are alleged to provide an effective layer of iinsulation as the paint dries. The additive was mixed with white gloss radiator paint, and applied as two coats to one half of the inside of a lid for a plastic box (thin-walled takeaway food box). The same lid was then spray painted with a chrome finish on an overlapping half of the inside lid. This resulted in four quadrants with different surface treatments. (i) untreated, (ii) thermal paint, (iii) chrome paint, (iv) thermal paint and chrome paint. A PTC heater and SODIAL 55mm heatsink with integrated fan was installed in the plastic box, connected to the test rig mentioned above, and run to a setpoint of 60ºC.
The plastic box was observed during heating and at the set point temperature. Infrared images were camptured on a HTI therma imaging camera, and images are shown below. The IR images clearly show the cross-shaped 4-way exhaust of air across the surface of the heatsink as it plays across the surface of heatsink and on to the walls of the plastic box. Only minor differences in temperature (few degrees C at most) could be seen between the treated surfaces.
There seemed minimal benefit (and a fair degree of extra work) in applying any of the paints.
6. Different infill patternsThe 3D prototypes had been printed with tehe default settings the Ultimaker Cura (ver 4.6.1) software that I had been using to prepare files for fused filament 3D printing. The default setting for adding infill to the solid models was a 2D triangle pattern tha was laid down at 15% density. These relatively low density prints allow air convection within "solid" walls. In order to suppress convection that might be contributing to thermal conduction through the wall, I shifted to the use of a closed 3D pattern (Octet), and used a higher 50% destiny to produce smaller closed cells within the walls of the prototype vessel.
Examples of different infill patterns available in Cura, are shown below. The following pattern options are available:
Grid: Strong 2D infill
Lines: Quick 2D infill
Triangles: Strong 2D infill
Tri-hexagon: Strong 2D infill
Cubic: Strong 3D infill
Cubic (subdivision): Strong 3D infill (this saves material compared to Cubic)
Octet: Strong 3D infill
Quarter cubic: Strong 3D infill
Concentric: Flexible 3D infill
Zig-zag: A grid shaped infill, printing continuously in one diagonal direction
Cross: Flexible 3D infill
Cross 3D: Flexible 3D infill
Gyroid infill: Infill with increased strength for the lowest weight.
The infill patterns are displayed in the order of the list above, from left to right.(https://all3dp.com/2/cura-infill-patterns-all-you-need-to-know/)
Examples:
A series of small cup-like open-ended cylinders were 3D printed from Ultimaker Tough PLA material. These were 40mm in diameter, and 50mm tall - with 10mm thick walls and floor. The images below were taken during printing, to capture the arrangements of infill patterns inside the objects.
The 3D printed cups were arranged in a similar way to the diagram above. 15% density infill to the left, 30% infill (centre) and 50% infill (right) - 2D triangles pattern (back), 3D octet patterns (middle) and 3D cubic patterns (front). The cups were filled with boiling water at the start of the observation period, and infrared images were taken at 1, 3, 10 and 20 minutes after the start.
The cups with 15% infill showed a marked difference in the first few minutes after addition of the hot water - all showed rapid heating of the outside surface, compared to the cups with 30% and 50% infill densities. This indicates higher heat conductivity across walls with low infill densities. By 3-5 minutes, these differences were less apparent, as the temperatures equilibrated in the cups with higher infill densities. Over 20+ minutes, the cups continued to cool at similar rates, apart from the cup with 15% cubic infill, which appeared to posses a leak in the inner lining.
8. Performance of octet infilled vesselsThe Mk II prototype design was reprinted with Ultimaker Tough PLA on an Ultimaker S3 printer, using either the default (i) 15% infill density, 2D triangles infill pattern, or (ii) 50% infill density and 3D octet infill pattern. The printing times extended to 20h for the base, 11h for the lid and 3h for the reaction block. The lids were printed with three 6mm diameter holes to allow insertion of temperature probes. The vessels were wired up and run to temperature. Infrared images were taken of the heated vessels.
There were only marginal differences in the overall level of heat emission seen between the vessels with different infill types. However, printing with the higher density 3D infill pattern removed the "patchwork" effect due to underlying infill structure. The higher density models took longer to print, but were noticeably more solid and stronger.
The heat distribution on the Mk II vessels show consistently high surface temperatures at the top of the air channels and lid. Also, the vessels heated more quickly when the reaction block was removed - suggesting that airflow could be optimised. (i) The reaction block was redesigned to make a low profile version, that allowed more space for air flow, and (ii) the lid was examined and redesigned to produce thicker walls for better insulation.
Redesign of reactor vessel for improved airflow9. Low profile reaction blockThe reaction block was lowered in height by 5mm, and the aperture was opened up to accommodate better airflow, with space for 3 tube-strips. The new reaction block provides more headspace for airflow.
In addition to the opening of additional headspace for airflow, the lid was redesigned to remove thin areas in the outer shell. The Mk II lid was examined for weak points, and relevant faces were further extruded in the 3D design, to produce a more consistent and heavy duty lid. This was printed with a 50% infill density and 3D octet infill pattern.
The redesigned lid was printed using Ultimaker Tough PLA filament, and assembled with the Mk II base and Mk III reaction block, hooked up with heater, heatsink-fan, sensors, etc. and driven to a setpoint of 60ºC, which the vessel reached in about 15 min. A trace of the cycle of heating and cooling at the setpoint is shown below - using a very simple on-off control rountine, which demonstrates hysteresis. The white trace corresponds to the internal air temperature, which is kept at around 60ºC. The red trace shows the temperature of the heating element, and the switching of the heater is shown on baseline. Compared to other designs, the heater temperature is maintained relatively close to that of the air temperature, and the vessel shows improved insulating properties, maintaining its internal temperature well, when the heater is disconnected.
Here, the modular nature of the connections between the 3D printed elements allowed different parts of the prototype to be upgraded and tested independently.
Infrared images of the vessel (with the internal air temperature at 60ºC) showed lower and more even distribution of heat across the outside of the vessel - with peak temperatures in the 40's, rather than high 50's.
1. A simple tongue and groove interface works well as a physical interface between 3D printed reactor components. This allows independent testing and improvement of modular reactor components.
2. A 3D printed tray provides part-manifold, part-tube support for reactions in the incubator. This can be easily adapted to hold different types of microtubes or strips.
3. The StarTech copper heatsink (FAN3701U) worked well as a heat exchange element. The longevity of the fan may be an issue when the heatsink is working at temperatures above its rating - temperatures on the attached heating element can reach 80-100ºC. However, the fan has standard 60mm mounting points, and can be replaced with a wide variety of substitutes if necessary. It may be feasible to test the performance of a high velocity, high power fan (sometimes used for heatsink cooling, where there can be a high static load, e.g. https://www.titan-cd.com/en/product/12V-DC-High-Static-Pressure-CoolingFan-60mm/TED-T6038-Series.html. In addition, it may be worth testing reversal of the air flow through the vessel - as this would direct heated air directly into the sample space, and could minimise lag.
4. Surface coatings, either thermal paint additives or chrome finish made little difference to the heating properties of early prototype plastic vessels.
5. The type of 3D print infill density and pattern made a considerable difference to the insulating properties of the thick-wall design used for the reactor. 15% infill patterns possessed less efficient insulation properties, when tested with hot water and IR imaging. The shift from a 15% density and 2D infill pattern to 50% density and 3D octet pattern produced a more even heat loss that could be measured at the vessel surface. (This may be worth pursuing with other 3D infill patterns, like cubic - to optimise the balance between density. heating and insulation properties and printing time.
6. Irregularities in outer wall thickness made perhaps larger contributions to uneven heat loss, particularly at points exposed to internal flows of heated air. (i) Simplification, smoothing and thickening of the outer wall shape, and (ii) the introduction of more headroom for airflow within the vessel - improved the properties of the reactor.
7. The combination of design improvements to airflow, wall thickness and 3D closed-cell infill patterns produced the Mk III prototype, with cooler surface and stable internal temperatures.
8. With these improvements, is it now feasible to consider higher capacity heating and cooling elements, larger microplate holders, higher speed fan-forced airflow.
9. Poly lactic acid (PLA) is suitable for printing vessels that survive up to 70-80ºC, but some softening and sagging of the prints will be seen as the temperature climbs, and I have observed this, especially as the heater struggles to heat poorly insulated vessels. One next objective is to switch to nylon filament, to produce more thermally-stable prints.



_t9PF3orMPd.png?auto=compress%2Cformat&w=40&h=40&fit=fillmax&bg=fff&dpr=2)


Comments
Please log in or sign up to comment.